|
�ӱ��|��������������˾

| (li��n)ϵ�ˣ��w��
Ůʿ (�N�ۆT) |
| � Ԓ��0317-8335088 |
�� �C��15511739756  |
 |
|
 |
|
| ƽ�_���ƏS�� ���S���Ժ���ƽ�_ ���S���ӹ����_ ��D���� |
����ƽ�塢����ƽ�_���T�F����ƽ�塢�T�F����ƽ�_�� ƽ�溸��ƽ�塢T�Ͳۺ���ƽ�塢���ӻ��A(ch��)ƽ�� �����ӻ��A(ch��)ƽ�_��߀��һ�N���ͺ���ƽ�_���S���Ժ���ƽ�_�������_����͂�(c��)����й����棬�傀�������Ϸքe���b��λ����Ҳ���Էքe���傀��������M�ɸ���Ļ���(zh��n)�_�档
�����T����ˇ�Ļ��A(ch��)ƽ�壬���������п�T�Ͳۣ�����Ҫ�Á������T���r��һЩ�F���ͺ��ӏU���T�Ͳ���Ҫ���Á��̶����Ӽ�����(d��ng)Ȼ������ƽ��Ҳ����ƽ��ģ����o�ןo�ۡ�
������ ����ƽ�_ ����ƽ�� ���R
����ƽ�� ƽ�溸��ƽ��T�� ����Ҏ(gu��)�����(j��)�跽�D������ �����F(xi��n)������ƫ��
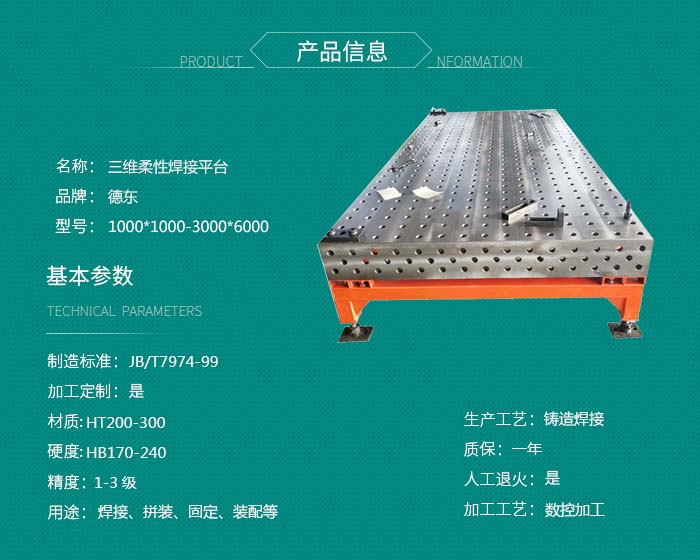
����ƽ����|(zh��)���ߏ����T�FHT200-300������Ӳ�Ȟ�HB170-240����(j��ng)�^�ɴ��˹�̎�����˹��˻�600��-700�Ⱥ���Ȼ�rЧ2-3�꣩ʹ��ԓ�a(ch��n)Ʒ �ľ��ȷ�(w��n)������ĥ���ܺá�
����ƽ�徫�ȣ������Ҙ�(bi��o)��(zh��n)Ӌ���z��Ҏ(gu��)�̈�(zh��)�У��քe��1��2��3�����ȼ���
����ƽ�_�����a(ch��n)�^���У������F(xi��n)������ƫ���������ƽ�_���O(sh��)Ӌ���]���T���`��͙Cе�ӹ����`��T�Fƽ�_�������`��һ�㲻�ó��^10%�����^10%�r��Ҫ������ƽ�_���|(zh��)�����M(j��n)һ�����b���ſ��Դ_�����T�Fƽ�_�Ƿ����Ͷ��ʹ�á�
����ƽ��ęz����1������ƽ�_�������ϲ���(y��ng)���P�E�����ۡ�����������Ӱ�ʹ�õ����^ȱ�ݡ� ��2������ƽ�_�������ϲ���(y��ng)��ɰ�ס���ס��Ѽy���A�����s�ɵ��T��ȱ�ݡ����T����摪(y��ng)�ص������ɰ���ұ���ƽ����Ϳ���ι̣�����߅��(y��ng)���g�� ��3��T�Ͳ���ƽ��������ɂ�(c��)���ϣ���(y��ng)�а��b�ֱ�����bλ�õ��O(sh��)�á��ݼy��A���ס��O(sh��)�õ��bλ�Õr��(y��ng)���]�M���p������b�������׃�Ρ� ��4������ƽ�_��(y��ng)��(j��ng)��(w��n)����̎����ȥ�š� ��5������ƽ�_�������c��(c��)���Լ������ɂ�(c��)��Ĵ�ֱ�����12������GB1184��80���Π�λ�ù��Ҏ(gu��)������ 6������ƽ�_�������Ӳ�ȑ�(y��ng)��HB170��220��187��255֮�g�� ��7��T�Ͳ���Ҫ�z���Ŀ A�����|(zh��)������Ӳ�ȡ�B���Π�λ�ù�������x�ߴ磬��ֱ�ȹ��C�����^��D��ƽ��ȡ�E�����|���c��F��ƽ�沨������G�����������S�϶�ֵ��H������ֲڶȡ� ] ��8�����ȅ���(sh��)�� 3��ƽ��δҎ(gu��)�����|���cҪ��1��ƽ��Ҫ����|���c��(sh��)������25��25mmƽ���(n��i)������20�c��2��ƽ��Ҫ����|���c��(sh��)������25��25mmƽ���(n��i)������12�c�� ������ƽ�_���T�����ĺ�Ȳ����^�����@���Ƀɂ�ԭ����ɵģ� ��1.����ƽ�_��ʹ�÷���������ƽ�_���˼�x������ƽ�_�������M(j��n)�к��ӹ��������ɱ����Ҫ�M(j��n)���ô��ô����������҂�����ʹ��̫������塣 ��2������ƽ�_�T���T��ķ���������ƽ�_�T���ں��^���������a(ch��n)�T���r�����F(xi��n)�T��������������ȱ�ݡ��@������^���ıں��ܱ��C�T��Ͻ�Һ��������������M�T�͡�ͨ����һ���T��l���£�ÿ�N�T��Ͻ���һ���ܳ�M�T�͵� |
 |
| |
|
|
 |
|
|