|
�Ϻ����ȇ�Ϳ�Ƽ�����˾

| (li��n)ϵ�ˣ�������
���� (��(j��ng)��) |
| � Ԓ��021-68183566 |
| �� �C��18252992702 |
 |
|
 |
|
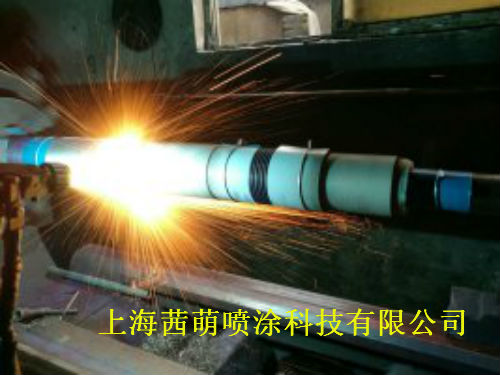
| ��ĩ���懊ͿͿ�Ӽ���ˇ���g(sh��)���c-�S��ޏ�(f��)�ӹ� |
��ĩ���懊Ϳ�O(sh��)��Ę�(g��u)���c���Ļ��懊Ϳ��ƣ�Ҳ��������-��Ȳ���oϵ�y(t��ng)�����s�՚�oϵ�y(t��ng)�������ȽM�ɡ��^(q��)�e��Ҫ�ڇ������S��ޏ�(f��)�ӹ��S��ָ�����ڇ�������Ҫ���s�՚�r���t����Ҫ���s�՚�oϵ�y(t��ng)���ژ����ͷ۵���r�£���Ҫ�����ͷ����� ��ĩ���懊Ϳ���ķN��^�࣬���a(ch��n)�ľ��д����Եć����У��Ϻ��a(ch��n)��QT-E-7/h��QT-E2000-7h�͇������ɶ��a(ch��n)��CP-3000�́����ه������M�ڵ�������Metco��˾��5P��6P�͡���ͬ��̖�ć����mȻ�ڽY(ji��)��(g��u)�ϴ���һ����������������ɻ���ȼ��ϵ�y(t��ng)�ͷ�ĩ���oϵ�y(t��ng)�ɲ��ֽM�ɡ� CP-3000�́����ه���������-��Ȳ������Դ���ԉ��s�՚������ͷۚ⡢���ٚ����s���һ�N���ٸ�Ч��ĩ��Ϳ���������Ъ��ص�����ʽ��������ʽ�M��Y(ji��)��(g��u)���ܴ�������������ȼ��Ч�ʺ��ʡ�ԓ����ͨ�^�x�䲻ͬ�ć���M�����ɷքe�������܃�(y��u)����̼����Ϳ�Ӻ������X������䆵ȸ����c����Ϳ�ӡ�
��ĩ���懊ͿͿ�Ӻ�ˇ���g(sh��)���c�������x�Ӈ�Ϳ�S�ҁ�����渵��� ��
1.Ϳ�ӽY(ji��)��(g��u)���ԣ�
����Ȳ�����ĩ��ͿͿ�ӣ���M������Ӡ�Y(ji��)��(g��u)��Ϳ���к����������϶������׃�β���ֵ��w����Ϳ���c�����g���ڙCе�Y(ji��)�ϡ�Ϳ�ӿ�϶�ʺͽY(ji��)�Ϗ����܇�Ϳ���ϡ���Ϳ��ˇ��Ӱ푱��^��϶��һ����5-20%֮�g���Y(ji��)�Ϗ�����10-30MPa֮�g��
2.��ˇ���g(sh��)���c��
��-��Ȳ�����ĩ��Ϳ�Ǒ�(y��ng)��*���ձ��һ�N��Ϳ��ˇ���乤ˇ���c���£�
1���O(sh��)�了�Σ��������㣬�ɱ��ͣ��F(xi��n)��ʩ�����㡣
2����Ϳ��ˇ���Σ��������գ���(y��ng)��*��V����
3����Ϳ���ϏV�����ɇ�Ϳ���١��Ͻ𡢏�(f��)�Ϸ�ĩ���մɼ����ϵȶ�N���ϡ�
4��Ϳ�ӿ�϶���^��Ϳ�ӵĚ�����(y��ng)��С���ɇ��ƺ�Ϳ�ӡ�
3.��Ҫ��ˇ����(sh��)
��1����Դ����(sh��)���ӹ��^���У�Ҫ���_ʹ�úͿ��ƻ�������ܣ��ˢ價�˾ָ�������A(y��)��͇��ەr��Ҫʹ���������̼���棬�Ա��������ͷ�ĩ�����⡣һ�㣬��ĩ���懊Ϳ���������������ه������ӡ��������^������������-��Ȳ�r�������Ĺ��ʴ��ȸߣ��������ӵ��w���ٶȾߣ����Ƃ��Ϳ�Ӿ��иߵĽY(ji��)�Ϗ��Ⱥ����ܶȡ�
��2����Ϳ���x�������c������Ϳ��ľ��xһ�������150-200mm�����wֵ��(y��ng)����(j��)��������̖�����ʴ�С�ͻ����ֱͦ���L�̶����������ه�Ϳ�S��ָ����*�Ѿ��x�nj��Ͻ��ĩ�ڻ������ܟ��B(t��i)*��*������λ���ڹ��������ϡ�
��3�����w�ضȡ���Ϳ�r��(y��ng)�Ȍ������M���A(y��)�ᣬ��|(zh��)����A(y��)��ضȞ�80-120�棬��Ϳ�^���У�������w�ضȲ���(y��ng)���^250�档
��˾����(w��)��
̼���u��Ϳ |
 |
| |
| �Ϻ����ȇ�Ϳ�Ƽ�����˾ |
|
| 늡���Ԓ�� |
021-68183566 |
| �������棺 |
|
| �Ƅ��Ԓ�� |
18252992702 |
| ��˾��ַ�� |
�Ї��Ϻ����t�^(q��)�Ϻ��з��t�^(q��)�Ϙ��(zh��n)������·95Ū2̖5��5157�� |
| �]�������� |
|
| ��˾��퓣� |
http://shximeng.qy6.com.cn( �����ղ�) �����ղ�) |
|
|
|
 |
|
|