|
�ؑc��հ�c(di��n)���C(j��)����˾

| (li��n)ϵ�ˣ���i
���� (�N�۽�(j��ng)��) |
| � Ԓ��023-67383628 |
| �� �C(j��)��15922732151 |
 |
|
 |
|
| ����(y��ng)�Ғ��c(di��n)���C(j��)������(y��ng)�ɶ��Ғ캸�C(j��)������(y��ng)�Ĵ�ʽ�c(di��n)���C(j��) |
�Ĵ���հ�Ԅ�(d��ng)���O(sh��)������˾
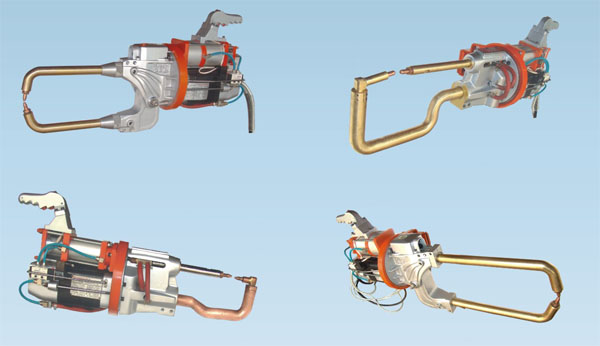
�a(ch��n)Ʒ���Q���Ғ��c(di��n)���C(j��)
�Ғ��c(di��n)���C(j��)����ԭ����
�Ғ�ʽ�c(di��n)���C(j��)���ӕr(sh��)����������λ�ں��Q늘O�g��Ȼ���º����_(k��i)�P(gu��n)�����Ӊ���������_(k��i)ʼ��늴Ś��y��(d��ng)�������s�՚��M(j��n)�뺸�C(j��)��ף�ʹ���Q늘O��(d��ng)�������������o����(j��ng)�^(gu��)�m��(d��ng)�ӕr(sh��)�������ӡ�������_(k��i)ʼ���˕r(sh��)������׃��������(j��)��Ȧͨ�^(gu��)�ɿع�Ŀ����c�Դ��ͨ���μ�(j��)�a(ch��n)�������������(du��)�����M(j��n)�к��ӣ������ӡ�����νY(ji��)����׃��������(j��)��Ȧ��늣����C(j��)�M(j��n)�롰�S�֡����������S��һ�Εr(sh��)�g��늴Ś��y���_(k��i)�����QጷŹ��������C(j��)�M(j��n)�롰��ֹ�����˕r(sh��)�����һ��(g��)�������ڡ�
�Ғ�ʽ�c(di��n)���C(j��)�����^(gu��)���С��Ӊ����������ӡ������S�֡�������ֹ���ȸ���(g��)����εĕr(sh��)�g���������c(di��n)���C(j��)�������еĕr(sh��)�g�{(di��o)��(ji��)����(l��i)��ɵġ�����(g��)��������r(sh��)�g�L(zh��ng)�̼���������Ĵ�С����������Ҏ(gu��)��������(y��ng)�����ӹ�ˇ�����O(sh��)����
�Ғ��c(di��n)���C(j��)��(y��ng)�÷�����
�Ғ캸�Dz��ù�������(d��ng)�����Q�Ƅ�(d��ng)�ļӹ���ʽ����Ҫ���ں���һ��̶�ʽ���C(j��)���ܻ㺸�ӵĵ�̼䓡��ͺϽ�䓡����P䓡�僌�䓡���ļ��A䓡��V��������܇���C(j��)܇܇�v�����I�T(m��n)�������������������z�W(w��ng)�c(di��n)�����ИI(y��)��
�Ғ��c(di��n)���C(j��)���c(di��n)��
1.�Y(ji��)��(g��u)�o�����S���㣬�w�eС������˹��˵Ąڄ�(d��ng)��(qi��ng)�Ⱥͺܴ�̶��Ϲ�(ji��)�s���ܺġ�
2���Ғ�ʽ�c(di��n)���C(j��)��늘O�۲��Ã�(y��u)�|(zh��)�t��~��CuCrZr-1�������C�˺������ܵķ�(w��n)���Ժͺ��C(j��)��ʹ�É�����늘O�۵ď�(qi��ng)�ȡ�
3���Ғ�ʽ�c(di��n)���C(j��)��·ϵ�y(t��ng)ͨ����,�������M(j��n)�ښ��(d��ng)Ԫ��,ʹ���Q��(d��ng)�����,��������a(ch��n)Ч�ʡ�
4�����ӕr(sh��)���ӟ�r(sh��)�g�̣��������У��o(w��)늻����o(w��)���w�R���o(w��)�������o(w��)�ۺ��ѷe�������o(w��)��׃�Ρ���֮���C(j��)��(chu��ng)�º�·ϵ�y(t��ng)ͨ��������˲��H�������a(ch��n)�ʸߣ������ܺĵͣ���(ji��)�72.3%�����������^�����|(zh��)���á�
5�����������������c�C(j��)е����ǡ��(d��ng)�����ɵģ������ܫ@�ú������˵ĸߏ�(qi��ng)�ȃ�(y��u)�|(zh��)���c(di��n)��
6�� ���ں����^(gu��)�̺�(ji��n)�Σ��ֲ���Ҫ�����Ϻ��܄���Ҳ����Ҫ���o(h��)���w�����Գɱ��͡�
7�����ں������c(di��n)������ܶȸߣ��ض�Ҳ�ߣ����ͨ�^(gu��)���C(j��)���������_����ͨ늕r(sh��)�g��ʹ���c(di��n)�õ��؏�(f��)�Ժõ��ۺ˳ߴ磬�������m��(y��ng)���ͬ�N�N���ټ�僌�䓰�ĺ��ӡ�
8�� �Ғ�ʽ�c(di��n)���C(j��)��ͨ�^(gu��)���C(j��)��������׃���l�܌�(d��o)ͨ�ǁ�(l��i)�M(j��n)�П����{(di��o)��(ji��)�ģ�������ڌ�(sh��)�F(xi��n)�C(j��)е�����Ԅ�(d��ng)�������Կ��c�C(j��)����ƥ�䣬�M(j��n)��ȫ�Ԅ�(d��ng)�����Ӳ����� |
 |
| |
| �ؑc��հ�c(di��n)���C(j��)����˾ |
| ��i
���� (�N�۽�(j��ng)��) |
|
|
| 늡���Ԓ�� |
023-67383628 |
| �������棺 |
023-67383628 |
| �Ƅ�(d��ng)�Ԓ�� |
15922732151 |
| ��˾��ַ�� |
�Ї�(gu��)�ؑc�山�^(q��)�Ї�(gu��)�ؑc�山�^(q��)�mܰ���6̖(h��o) |
| �]�������� |
401120 |
| ��˾���(y��)�� |
http://cpailxy.qy6.com.cn( �����ղ�) �����ղ�) |
|
|
|
 |
|
|