�Ĵ���հ�Ԅӻ��O������˾
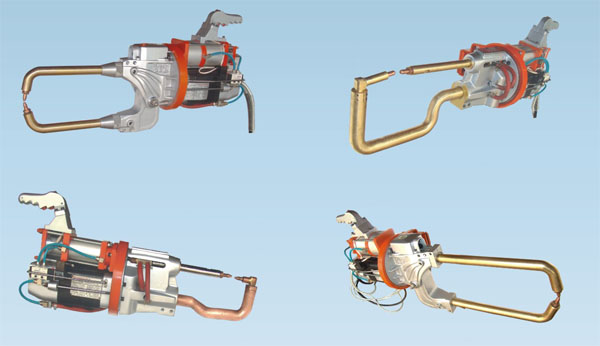
�aƷ���Q���Ғ��c���C
�Ғ��c���C����ԭ����
�Ғ�ʽ�c���C���ӕr����������λ�ں��Q늘O�g��Ȼ���º����_�P�����Ӊ���������_ʼ��늴Ś��y���������s�՚��M�뺸�C��ף�ʹ���Q늘O���������������o�����^�m���ӕr�������ӡ�������_ʼ���˕r������׃����������Ȧͨ�^�ɿع�Ŀ����c�Դ��ͨ���μ��a������������������M�к��ӣ������ӡ�����νY����׃����������Ȧ��늣����C�M�롰�S�֡����������S��һ�Εr�g��늴Ś��y���_�����QጷŹ��������C�M�롰��ֹ�����˕r�����һ���������ڡ�
�Ғ�ʽ�c���C�����^���С��Ӊ����������ӡ������S�֡�������ֹ���ȸ�������εĕr�g���������c���C�������еĕr�g�{��������ɵġ�������������r�g�L�̼���������Ĵ�С����������Ҏ�������������ӹ�ˇ�����O����
�Ғ��c���C���÷�����
�Ғ캸�Dz��ù������ӣ����Q�Ƅӵļӹ���ʽ����Ҫ���ں���һ��̶�ʽ���C���ܻ㺸�ӵĵ�̼䓡��ͺϽ�䓡����P䓡�僌�䓡���ļ��A䓡��V��������܇���C܇܇�v�����I�T�������������������z�W�c�����ИI��
�Ғ��c���C���c��
1.�Y���o�����S���㣬�w�eС������˹��˵Ąڄӏ��Ⱥͺܴ�̶��Ϲ��s���ܺġ�
2���Ғ�ʽ�c���C��늘O�۲��Ã��|�t��~��CuCrZr-1�������C�˺������ܵķ����Ժͺ��C��ʹ�É�����늘O�۵ď��ȡ�
3���Ғ�ʽ�c���C��·ϵ�yͨ����,�������M�ښ��Ԫ��,ʹ���Q�������,��������aЧ�ʡ�
4�����ӕr���ӟ�r�g�̣��������У��o늻����o���w�R���o�������o�ۺ��ѷe�������o��׃�Ρ���֮���C���º�·ϵ�yͨ��������˲��H�������a�ʸߣ������ܺĵͣ����72.3%�����������^�����|���á�
5�����������������c�Cе����ǡ�������ɵģ������ܫ@�ú������˵ĸߏ��ȃ��|���c��
6�� ���ں����^�̺��Σ��ֲ���Ҫ�����Ϻ��܄���Ҳ����Ҫ���o���w�����Գɱ��͡�
7�����ں������c������ܶȸߣ��ض�Ҳ�ߣ����ͨ�^���C���������_����ͨ늕r�g��ʹ���c�õ��؏��Ժõ��ۺ˳ߴ磬�������m�����ͬ�N�N���ټ�僌�䓰�ĺ��ӡ�
8�� �Ғ�ʽ�c���C��ͨ�^���C��������׃���l�܌�ͨ�ǁ��M�П����{���ģ�������ڌ��F�Cе�����Ԅӻ������Կ��c�C����ƥ�䣬�M��ȫ�Ԅӻ����Ӳ����� |
 |
|
